Liczba wyświetleń:607 Autor:Edytuj tę stronę Wysłany: 2023-06-20 Źródło:Ta strona
● Grubość płyt stalowych powszechnie stosowanych w zlewozmywakach ze stali nierdzewnej wynosi od 0,8 mm do 1,5 mm.
● Fabryka zlewozmywaków dokonuje zakupu blach stalowych o różnych szerokościach w zależności od potrzeb produkcji modeli zlewozmywaków.Blacha stalowa jest wysyłana do warsztatu zlewozmywakowego w postaci ważenia rolki.
● Zwykle nieprzycięte blachy stalowe mają maksymalną szerokość 1220 mm i prawie nieograniczoną długość.

● Plastyczność blach stalowych jest ograniczona.Aby zapobiec pęknięciu lub uszkodzeniu blachy stalowej podczas rozciągania, konieczne jest pokrycie blachy stalowej w początkowej fazie materiału.
● Folia jest powlekana tylko z jednej strony blachy stalowej, a jedna strona folii będzie skierowana w stronę formy w następnym procesie rozciągania.
● Laminowanie można wykonać przed lub po cięciu.

● W zależności od długości konstrukcji zbiornika, długa blacha stalowa musi zostać pocięta na sekcje, aby spełnić wymagania dotyczące wielkości wykroju.
● Na rysunku po prawej stronie pracownik uruchamia przełącznik rolkowy, tak aby folia ochronna i stalowa płyta przechodziły jednocześnie przez strefę zagęszczania walców, a laminacja została zakończona poprzez dociśnięcie.
● Kiedy powlekana blacha stalowa przechodzi przez ostrze gilotyny, pracownik naciska przełącznik gilotyny w celu rozbicia blachy stalowej w celu uzyskania surowca o odpowiedniej wielkości.

Cięcie pod kątem materiału
● Arkusz cięty jest teraz zwykłym prostokątem.Aby z grubsza dostosować się do wyglądu zlewozmywaka, konieczne jest również wepchnięcie arkusza do nożyc w celu ścinania.
● Gotowy arkusz jest na ogół wielokątny i może mieć łukowate krawędzie.

Pierwszy rysunek- farba olejna
● Równomiernie rozprowadź olej rozciągliwy po obu stronach arkusza powlekanego i ciętego.
● Wytłoczony olej może równomiernie pomóc płycie, zmniejszając ryzyko pękania podczas rozciągania i przedłużając żywotność formy i prasy.

● Umieść stalową płytę na stole prasy.
● Na górnej i dolnej płycie stołu warsztatowego znajdują się otwory.Forma produktu znajduje się w otworach dolnej płyty stołu (obszar zacieniony na czerwono po prawej stronie).
● Wciśnięcie wyłącznika silnika powoduje opuszczenie górnej płyty stołu hydraulicznego i opuszczenie całego stołu.
● Podczas procesu topienia pozioma pozycja matrycy pozostaje niezmieniona, dzięki czemu blacha stalowa jest wypychana do góry, aby zakończyć rozciąganie formy.Głębokość pierwszego rysunku musi wynosić co najmniej 80% całkowitej głębokości projektowej.

Forma jednokomorowa, 400T
Forma z podwójną misą, 800T
● Zdejmij wstępnie uformowaną miskę i wyczyść ławę zanieczyszczoną olejem.
● Zlew pierwszego ciągnienia zostanie wysłany na miejsce czyszczenia w celu usunięcia powłoki, a pozostały olej ciągnienia zostanie wypłukany w celu przygotowania do procesu wyżarzania.

● Ze względu na proces rysowania w gospodarstwie domowym, jeśli projektowa głębokość zbiornika na wodę jest mniejsza niż 160 mm, idealną głębokość można uzyskać po jednym rysunku.
● Gdy głębokość zlewu osiągnie 180mm-250mm, prawdopodobieństwo pęknięcia blachy ze stali nierdzewnej po jednorazowym wyciągnięciu znacznie wzrasta.
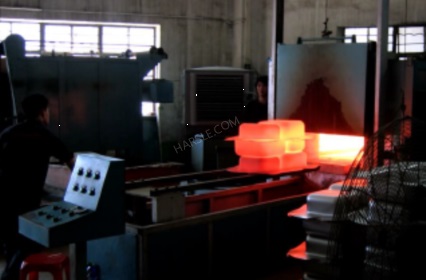
● Aby spełnić wymagania dotyczące głębokości, w tym momencie wymagane jest wyżarzanie i wtórne ciągnienie.

● Wyżarzanie może przywrócić aktywność mocno obciążonych płyt ze stali nierdzewnej.
● Sama linia do wyżarzania jest traktatową linią wysokotemperaturową o długości 20 metrów, temperatura pieca wynosi około 1150 °C.Dwie strony są wejściami i wyjściami, a zlewozmywaki są transportowane w jednym kierunku kolejką linową lub przenośnikiem taśmowym.Jednocześnie można usprawnić około 30 zlewozmywaków.
● Towarzysze wyżarzenia obejmują również rozmagnesowanie.Eliminuje to właściwości magnetyczne stali nierdzewnej spowodowane rozciąganiem.

● Wiele zakładów zlewozmywakowych nie posiada samych linii do wyżarzania, lecz zamiast tego zleca wyżarzanie zewnętrznym zakładom do wyżarzania.
● Czasami zakłady zlewozmywakowe wykorzystują również piece do wyżarzania, aby osiągnąć alternatywne funkcje w zależności od potrzeb.
● Po wyżarzaniu zlewozmywak zostanie wyciągnięty przez prasę hydrauliczną i formę
● Drugi rysunek należy narysować w całości do projektowanej głębokości.

● Po rozciągnięciu produktu na krawędzi blachy stalowej nie występuje skurcz.W tym momencie gotowy produkt należy przyciąć.
● Na czas przycinania należy zarezerwować pozycję montażową usztywnienia miski górnej.

● Otwory spustowe i przelewowe są wykrawane na specjalnych formach i stemplach.
● W zależności od rzeczywistych warunków płyty i sprzętu do wykrawania, może być konieczne wykonanie obróbki gratu na każdej sekcji.

Ten krok można pominąć, jeśli zdecydujemy się na formę dwukomorową
● Jeśli jest to dwuszczelinowa miska na kółkach/zlewozmywak spawany dołem, należy ją zespawać z górną płytą zlewozmywaka po przebiciu.
● Spawanie rolkowe jest zwykle wykonywane przez spawanie CNC, ale może być również spawane ręcznie przez pracowników.
● Jeśli jest to zlew do spawania doczołowego, wymagane jest spawanie doczołowe po obu stronach zlewu.
● Zlew do spawania doczołowego jest rzadkością w naszej linii produktów.Oczywistą cechą jest linia spawania pośrodku dwóch basenów.

(Ten krok można pominąć, jeśli wybierzesz formę dwukomorową)
● Używaj laserowej zgrzewarki punktowej do spoin żebrowych/hakowych.
● W zależności od różnych ustawień sprzętu, każde zgrzewanie punktowe daje około 3 połączeń lutowanych.Usztywnienia prętów wymagają kilkukrotnego spawania punktowego w różnych miejscach.
● Wzmocnione klejem żebra/haki są czasami stosowane w zależności od wymagań kupującego.

● Proces szorowania (szczotkowania) jest szczegółowo opisany tutaj.
● Szlifowanie jest podzielone na trzy lub cztery sekcje w zależności od różnic między zbiornikiem a wyposażeniem.
● Pierwszą rzeczą do wypolerowania jest dno zlewu.

● Następnie ściana zlewu jest polerowana

(Ten krok można pominąć, jeśli wybierzesz formę dwumiskową)
● W zależności od stopnia automatyzacji w zakładzie zlewozmywakowym, proces ten jest czasem obecny w celu zmniejszenia zapotrzebowania na umiejętności polerowania przez pracowników.
● Ponieważ dwie przylegające powierzchnie są wypolerowane w różnych kierunkach, na przecięciach tekstur często pojawiają się chaotyczne linie.
● Użyj tarcz ściernych, aby usunąć chaos między dwiema pionowymi ścianami.

● Płyta górna jest polerowana na koniec procesu szlifowania w celu usunięcia spawów doczołowych, linii spawów oraz wad powierzchni widocznych w korpusie garnka.

● Wykop pozycję otworu na baterię zgodnie z wymaganiami zamówienia.
● Proces ten charakteryzuje się dużą dowolnością, może być pominięty bezpośrednio zgodnie z wymaganiami zamówienia lub może wystąpić przed jakimkolwiek procesem spawania.

● Znakowanie zlewozmywaków ze stali nierdzewnej obejmuje głównie dwie metody: laserową i szablonową (patrz rysunek po prawej).
● Wsuń całkowicie zbiornik na wodę do ustalonej pozycji, aby zapewnić spójność pozycji z szablonu.

● Oprócz w pełni automatycznego znakowania laserowego dostępne są również niedrogie ręczne znakowania laserowe (patrz obok).
● Półprzepuszczalną folię z logo marki należy mocno przyłożyć w wyznaczonym miejscu oznaczenia i za pomocą ręcznego nadajnika laserowego oświetlić ją z zerowej odległości.
● Laser przechodzi przez przepuszczającą światło część półprzepuszczalnej warstwy i pali się na powierzchni stali nierdzewnej.

● Drobne uszkodzenia, które występują we wszystkich procesach produkcyjnych, mają znaczenie dla wartości handlowej.Są wysyłane na miejsce naprawy przed procesem natryskiwania i są naprawiane ręcznie przez pracowników.

● Wykonaj oprysk od dołu.
● Cel natryskiwania jest trojaki: 1. Aby lekkie i cienkie zlewozmywaki przybrały na wadze;2. Aby zakryć ślady przypaleń spowodowane wyżarzaniem i innymi przyczynami;3. Aby zapobiec zjawisku kondensacji w środowisku kuchennym.
●Obecne natryskiwanie w domu to na ogół tylko farba.W rzeczywistości nie ma funkcji antykondensacyjnej.
● Oprócz natryskiwania wytrawianie usuwa również przypalenia spowodowane wyżarzaniem.

● Zakres prac czyszczących obejmuje usunięcie pozostałości oleju rozciągliwego, usunięcie brudu i czoła sprayu, usunięcie ściernicy i resztek stali nierdzewnej, usunięcie odcisków palców i innych kurzu.
● Zgodnie z wymaganiami zamówienia, zlewozmywaki mogą być pakowane we wsporniki, duże pudła, a nawet opakowania detaliczne.

● Na koniec umieść produkt w magazynie i czekaj na jego wysłanie do miejsca wskazanego przez zamawiającego.


 Polski
Polski Pусский
Pусский























