Liczba wyświetleń:176 Autor:Edytuj tę stronę Wysłany: 2024-06-07 Źródło:Ta strona
Górny wałek symetryczny maszyna do walcowania blach znajduje się w symetrycznym położeniu dwóch dolnych rolek poprzez olej hydrauliczny w cylindrze hydraulicznym, aby oddziaływać na tłok w celu wykonania pionowego ruchu podnoszenia, a końcowe koło zębate głównego reduktora napędza koła zębate dwóch dolnych rolek, aby zazębić się w celu uzyskania ruchu obrotowego, czyli ruch toczny. Zapewnij moment obrotowy.Płaska metalowa płyta z tworzywa sztucznego maszyny do walcowania blach przechodzi pomiędzy trzema walcami roboczymi maszyny do walcowania blach.Za pomocą docisku wałka górnego i obrotu wałka dolnego blacha jest w sposób ciągły wyginana w wielu przejściach, co powoduje trwałe odkształcenie plastyczne.Zwiń w wymagany cylinder, stożek lub ich część.Wadą tej hydraulicznej giętarki trójwalcowej jest to, że koniec blachy wymaga wstępnego zagięcia za pomocą innego sprzętu.Ta maszyna do walcowania nadaje się do dużych walcarek o grubości większej niż 50 mm.Pod dwoma dolnymi rolkami dodano rząd nieruchomych rolek napinających, aby skrócić rozpiętość dwóch dolnych rolek, poprawiając w ten sposób precyzję walcowanego przedmiotu obrabianego i ogólną wydajność maszyny.

Zwinięta płyta odnosi się do odkształcenia zginającego spowodowanego przez zewnętrzną siłę materiału arkuszowego wydłużającą włókna warstwy zewnętrznej materiału arkuszowego i skracającą włókna warstwy wewnętrznej.Wydajność robocza walcarki do blach odnosi się do zdolności blachy do zwijania blachy o minimalnej średnicy oraz maksymalnej grubości i szerokości blachy w stanie zimnym zgodnie z określoną granicą plastyczności.
Mechanizm ma postać symetrii trójrolkowej.Górny wałek jest podnoszony pionowo i przesuwany w środkowo-symetrycznym położeniu dwóch dolnych rolek i jest uzyskiwany za pomocą gwintowanego napędu ślimakowego, a dwa dolne walce są obracane, a przekładnia wyjściowa i dolna przekładnia rolkowa reduktora są obracane przeszedł.Zaangażowany, aby zapewnić moment obrotowy zwiniętemu arkuszowi.
Obróbka gięcia w produkcji konstrukcji stalowych to głównie metody przetwarzania takie jak zwijanie, gięcie, obszywanie i tłoczenie matrycowe.Proces gięcia odbywa się metodą obróbki na gorąco lub na zimno.
Sferonizacja jest spowodowana siłą zewnętrzną rozciągającą włókna warstwy zewnętrznej blachy stalowej, a włókna warstwy wewnętrznej ulegają skróceniu, powodując odkształcenie zginające.Gdy promień cylindra jest duży, można go zaokrąglić w normalnej temperaturze.Jeśli promień jest mały, a blacha stalowa jest gruba, blachę stalową należy podgrzać i zwinąć.Metoda walcowania okrągłej blachy stalowej w normalnym stanie temperatury obejmuje trzy metody mechanicznej sferonizacji, tłoczenia matrycami opon i ręcznego wytwarzania.Na zwijarce przeprowadzana jest sferonizacja mechaniczna.
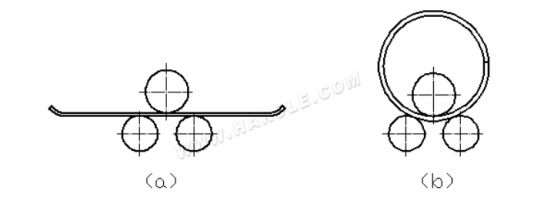
Zaginanie blachy na zwijarce odbywa się poprzez nacisk powstający podczas przesuwania górnego walca osiowo w dół.Ich zasadę działania, czyli sferonizację, pokazano na rysunku.
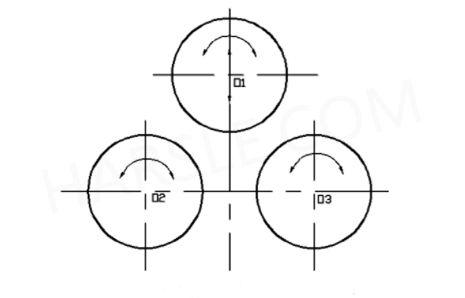
Wybór symetrycznej nożyc trójwalcowych z regulacją w górę w celu wyjaśnienia zasady działania płyty zwijającej, jak pokazano na rysunku.Płyta trójrolkowa maszyna do zwijania dzieli się na ruch główny i ruch pomocniczy.Dwie dolne rolki to rolki napędowe, które są nieruchome i można je obracać w prawo lub w lewo wokół O2 i O3 jednocześnie, co stanowi główny ruch.Rolka górna jest rolką pasywną, która może poruszać się w górę i w dół pod napędem układu przeniesienia napędu, a także może poruszać się w górę i w dół w płaszczyźnie pionowej O1 na rysunku, co jest ruchem pomocniczym.Podczas walcowania blacha jest podawana pomiędzy walcem górnym i dolnym, a dolna powierzchnia blachy styka się z najwyższymi punktami dwóch walców dolnych.Gdy górny walec zostanie dociśnięty i przekroczy granicę plastyczności materiału, blacha ulega odkształceniu plastycznemu, tworząc przekrój łukowy.
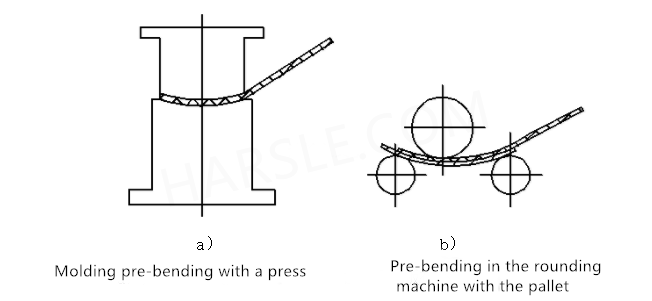
Do wykonania wstępnego gięcia na obu końcach blachy wymagana jest giętarka trójwalcowa (walcowa), której długość wstępnego gięcia wynosi 0,5L+(30~50) mm).Wstępne gięcie można wykonać poprzez prasowanie lub wstępne gięcie na zaokrąglarce z paletą.
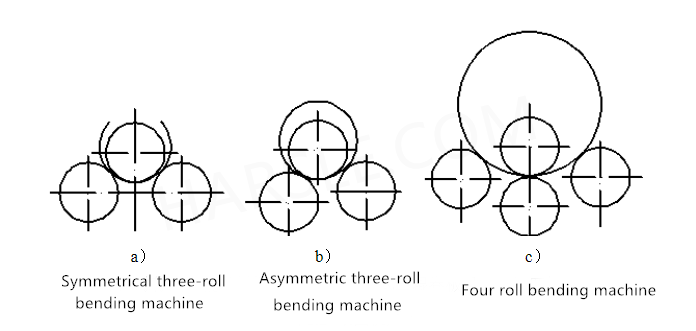
Ze względu na różne obszary zastosowania, różne są także typy giętarek.Z liczby rolek dzieli się na trzy-walcowe i czterowalcowe.Trójwalcowa maszyna do gięcia jest podzielona na symetryczną giętarkę trójwalcową, poziomą giętarkę trójwalcową z regulacją w dół, giętarkę do płyt z regulacją łuku w dół, uniwersalną giętarkę trójwalcową górną i hydrauliczną giętarkę CNC maszyna.Z punktu przekładni typu mechanicznego i hydraulicznego.Jeśli chodzi o rozwój giętarek do blach, najbardziej zacofany jest typ uniwersalny z górną rolką, z regulacją poziomą w dół nieco przesuniętą, a najbardziej zaawansowaną z regulacją łuku w dół.
● Mechaniczna symetria trójrolkowa
Charakterystyka wydajności mechanicznej symetrycznej giętarki trójwalcowej: Konstrukcja maszyny jest symetryczna trójwalcowa.Górny wałek porusza się pionowo w środkowym, symetrycznym położeniu dwóch dolnych rolek.Uzyskuje się go poprzez przeniesienie nakrętki śruby i ślimaka.Ruch obrotowy poprzez przekładnię wyjściową reduktora zazębioną z przekładnią dolnego wałka zapewnia moment obrotowy dla zwiniętej blachy.Wadą tej maszyny jest to, że koniec płyty wymaga wstępnego zagięcia innym sprzętem.
● Mechaniczny trójwalcowy asymetryczny
Główne cechy mechanicznej, asymetrycznej giętarki do płyt trójwalcowych: konstrukcja maszyny jest asymetryczna, trójwalcowa, górny wałek jest głównym napędem, a dolny wałek porusza się pionowo, aby zacisnąć płytę i zazębić się z górnym przekładnia rolkowa poprzez dolną przekładnię rolkową, jednocześnie z napędem głównym;rolki boczne są przechylane i podnoszone, z podwójną funkcją wstępnego gięcia i zaokrąglania.Zwarta konstrukcja, wygodna obsługa i konserwacja.
Główne cechy hydraulicznej trójwalcowej symetrycznej giętarki do płyt: górny wałek maszyny można podnosić i opuszczać w pionie, a przenoszenie hydrauliczne podnoszenia w pionie uzyskuje się poprzez olej hydrauliczny w cylindrze hydraulicznym działający na tłoczysko;dolny wałek napędzany jest obrotowo, a przekładnia wyjściowa przechodzi przez reduktor.Aby zapewnić moment obrotowy cewki, pod dolną rolką znajduje się koło napinające, które można regulować.Górny wałek ma kształt bębna, co poprawia prostość produktu i nadaje się do bardzo długich zbiorników o różnych kształtach przekroju poprzecznego.
Jest to symetryczna, trójwalcowa maszyna do walcowania blach z możliwością regulacji w górę, która może w pewnym zakresie walcować blachy na okrągłe, łukowe i stożkowe przedmioty.Dwie dolne rolki tego modelu są rolkami napędowymi, a górna rolka jest rolką napędzaną.Jest szeroko stosowany w przemyśle stoczniowym, kotłowni, lotnictwie, energetyce wodnej, przemyśle chemicznym, konstrukcji metalowych i produkcji maszyn.
Nadaje się do odkształcania zginającego blach metalowych.Może obracać się, wyginać i zwężać przedmioty w określonym zakresie, a także posiada funkcję wstępnego zaginania końca blachy.Dwie dolne rolki tego modelu to rolki aktywne, które mogą poruszać się poziomo.Wałek jest wałem napędzanym, który może poruszać się w górę i w dół.Istnieją tryby ruchu mechanicznego i hydraulicznego.Wszystkie półosie napędowe są połączone sprzęgłami uniwersalnymi.

 Polski
Polski Pусский
Pусский























