Liczba wyświetleń:131 Autor:Edytuj tę stronę Wysłany: 2024-06-21 Źródło:Ta strona

Cięcie to proces cięcia arkusza na paski lub bloki przed produkcją kręgu.

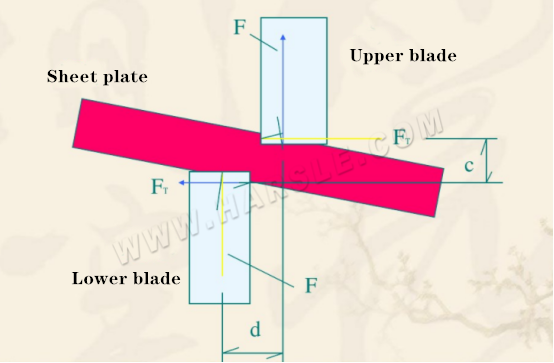
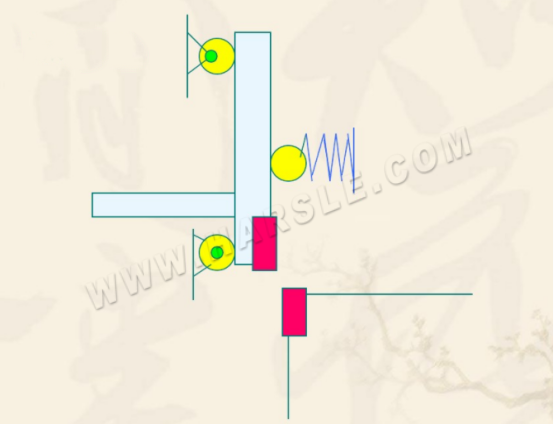
Schemat ideowy procesu cięcia
1 – ostrze górne; 2 — arkusze; 3 — ostrze dolne
● Po zakończeniu cięcia nożyczki są unieruchomione, górne nożyczki przesuwają się w dół, a gdy rozpoczyna się cięcie, górne ostrze nożyczek dociska arkusz, a para siły ścinającej F i odpowiedniego momentu obrotowego Fd wymuszają ścinana blacha będzie się obracać, ale zostanie poddana procesowi rotacji. Bok nożyczek blokuje parę bocznych pchnięć FT i odpowiadający im moment FTc w drugiej płaszczyźnie nożyczek. Kierunek uniemożliwia obrót arkusza. Kiedy rozpoczyna się ścinanie, kąt blachy zwiększa się wraz ze wzrostem głębokości wcięcia. A moment obrotowy FTc również wzrasta, więc krawędź skrawająca jest wciskana na pewną głębokość i powstaje Fd = FTc, wtedy ścinanie materiał nie będzie się obracał, dopóki nie zostanie ścinany pod wpływem siły ścinającej.
● Ten typ sprzętu do cięcia arkuszy nazywany jest maszyną do cięcia.

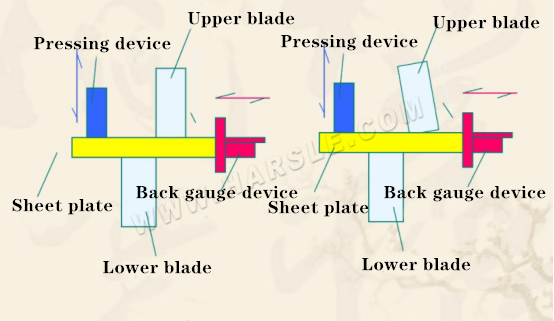
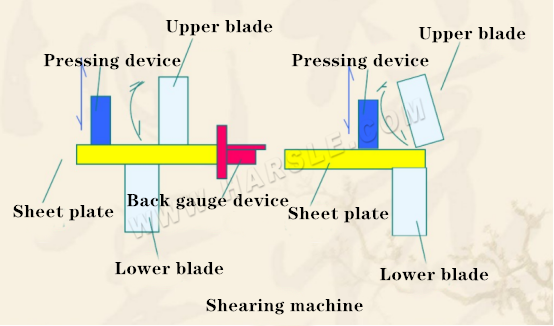
Zwykła nożyce składają się zazwyczaj z kadłuba, układu przeniesienia napędu, uchwytu narzędziowego, dociskacza, bloku przedniego, bloku tylnego, urządzenia podającego, urządzenia do regulacji szczeliny ostrzy, urządzenia linii oświetleniowej, urządzenia smarującego, sterowania elektrycznego urządzenie itp. Jego główne elementy mają następującą strukturę.

a) Nożyce gilotynowe b) Nożyce przechylne do przodu c), d) Nożyce obrotowe
1 – blacha 2 – docisk 3 – ostrze górne 4 – urządzenie zderzakowe 5 – ostrze dolne
Kadłub zazwyczaj składa się z lewej i prawej kolumny, stołów roboczych, belek i tym podobnych.
Kadłub jest podzielony na konstrukcję kombinowaną odlewniczą i ogólną konstrukcję spawaną.
Kadłub konstrukcji odlewniczej wykorzystuje głównie odlewy, a elementy są połączone ze sobą za pomocą kołków i sworzni.
Konstrukcja tego kadłuba jest ciężka, sztywność słaba, a obróbka powierzchni złącza jest również duża.
W porównaniu z konstrukcją odlewniczą, ogólna konstrukcja spawana ma zalety lżejszej jakości korpusu, dobrej sztywności i łatwej obróbki.
Obecnie rośnie liczba kadłubów ze zintegrowaną konstrukcją spawaną z blachy stalowej.
⑴Grubość, właściwości materiału i kształt blachy ścinanej powinny być skoordynowane z metodą ścinania i sprzętem do ścinania i nie mogą być naruszane.
⑵Przed cięciem wyreguluj odstęp ostrza w zależności od grubości blachy i sprawdź, czy krawędź tnąca jest ostra.
⑶Wyreguluj urządzenie blokujące materiał zgodnie z rozmiarem płyty tnącej. Po pozytywnym wyniku testu należy dokręcić śruby oraz sprawdzić i wyregulować je w produkcji seryjnej.
⑷Przed użyciem nożyc sprawdź, czy sprzęgło, hamulce i urządzenia zabezpieczające działają prawidłowo.
⑸W przypadku obsługi wieloosobowej konieczna jest koordynacja i przestrzeganie procedur bezpiecznej obsługi.
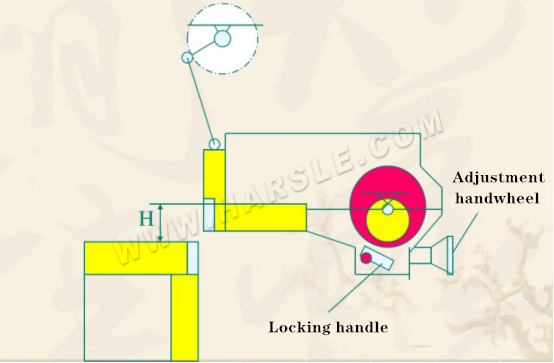
Po cięciu nożyce powinny zapewniać prostość i równoległość ścinanej powierzchni ścinanego arkusza oraz minimalizować odkształcenie arkusza w celu wymiany przedmiotu obrabianego. Górne ostrze nożyc jest zamocowane na uchwycie narzędzia, a dolne ostrze jest zamocowane na stole roboczym. Na stole warsztatowym zamontowana jest kula podporowa, dzięki czemu blacha nie ulega zarysowaniu podczas przesuwania się po niej. Tylny zderzak służy do pozycjonowania arkusza, a położenie jest regulowane przez silnik. Cylinder prasujący służy do ściskania arkusza, aby zapobiec przesuwaniu się arkusza podczas ścinania. Poręcz jest urządzeniem zabezpieczającym zapobiegającym wypadkom. Podróż powrotna odbywa się zazwyczaj w oparciu o azot, który jest szybki i ma niewielki wpływ.
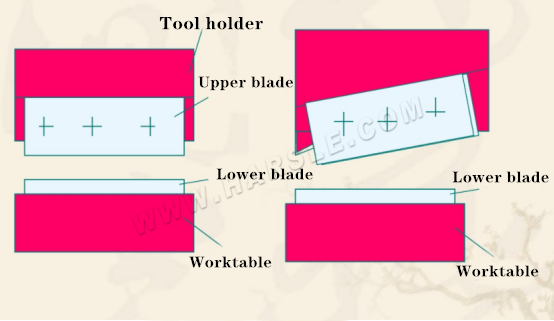
Płaskie ostrze jest cięte, a arkusz styka się na całej długości z górną i dolną krawędzią tnącą. Siła ścinająca jest duża, pobór mocy jest duży, wibracje są duże, ale jakość cięcia jest dobra, prosta i bez zniekształceń. Cięcie płaskim ostrzem jest najczęściej stosowane w małych nożycach i cięciu cienkich blach, a istnieje wiele przekładni mechanicznych.
Ścinanie ukośnej krawędzi jest progresywne, chwilowy rozmiar ścinania jest mniejszy niż szerokość płyty, a górna i dolna krawędź tnąca mają kąt ścinania (0,5-4°). Niektóre hydrauliczne nożyce są regulowane, co jest związane z siłą ścinającą i skokiem ścinania. Jakość nie jest tak dobra jak nożyce z płaskim ostrzem, występują zniekształcenia, ale siła ścinająca jest niewielka i jest stosowana w dużych i średnich maszynach tnących.
Nożyce dzielą się na dwa typy w zależności od trybu ruchu uchwytu narzędzia: liniowe i oscylacyjne. Ostrze liniowe jest prostokątne, czterostronne, trwałe i należy wyregulować luz krawędzi tnącej.
Trzypunktowa prowadnica toczna
Uchwyt narzędziowy nożyc wahadłowych obraca się wokół punktu, chropowatość przekroju jest niewielka, dokładność wymiarowa jest wysoka, szczelina jest prostopadła do płaszczyzny płyty, a uchwyt narzędziowy jest elementem typu skrzynkowego:
Przykładowy model: QC11K-6*2500
●Nożyce hydrauliczne QC11K:
Nożyce dzielą się na typu liniowego i typu wahadłowego w zależności od trybu ruchu uchwytu narzędzia. Struktura liniowa jest stosunkowo prosta (jak brama, dlatego nazywana jest również typem bramy). Jest łatwy w produkcji, sekcja ostrza jest prostokątna, a cztery boki mogą służyć jako ostrze, dzięki czemu jest trwalsze. Uchwyt narzędziowy nożyc uchylnych oscyluje wokół stałego punktu podczas cięcia. Zaletą jest to, że tarcie i zużycie pomiędzy górną i dolną krawędzią tnącą jest niewielkie, odkształcenie ostrza jest niewielkie, a precyzja cięcia wysoka.
| Model | Strzyżenie Grubość (mm) | Przerażające Szerokość (mm) | Udar Czasy (cięcia/min) | Tylny zderzak Zadzwonił (mm) | Strzyżenie Wędkarz (°) | Główny Moc (KW) | Ogólnie Dimensions (dł. × szer. × wys.) (mm |
| 6×2500 | 6 | 2500 | 16 ~ 35 | 20 ~ 600 | 30'~1°30 | 7.5 | 3200×1500×2100 |
| 6×3200 | 6 | 3200 | 14 ~ 35 | 20 ~ 600 | 30'~1°30 | 7.5 | 3900×1580×2150 |
| 6×4000 | 6 | 4000 | 10 ~ 30 | 20 ~ 600 | 30'~1°30 | 7.5 | 4700×1650×2250 |
| 6×5000 | 6 | 5000 | 10 ~ 30 | 20 ~ 800 | 30'~1°30 | 11 | 5700×1800×2380 |
| 6×6000 | 6 | 6000 | 8 ~ 25 | 20 ~ 800 | 30'~1°30 | 11 | 6700×2000×2650 |
| 8×2500 | 8 | 2500 | 14 ~ 30 | 20 ~ 600 | 30'~2° | 11 | 3200×1550×2150 |
| 8×3200 | 8 | 320 | 12 ~ 30 | 20 ~ 600 | 30'~2° | 11 | 3950×1750×2350 |
| 8×4000 | 8 | 4000 | 10 ~ 25 | 20 ~ 600 | 30'~2° | 11 | 4700×1800×2480 |
| 8×5000 | 8 | 5000 | 10 ~ 25 | 20 ~ 800 | 30'~2° | 15 | 5700×1950×2600 |
| 8×6000 | 8 | 6000 | 8 ~ 20 | 20 ~ 800 | 30'~2° | 15 | 6700×1980×2650 |
| 12×2500 | 12 | 2500 | 12-25 | 20 ~ 800 | 30'~2° | 15 | 3250×1680×2250 |
| 12×3200 | 12 | 320 | 12 ~ 25 | 20 ~ 800 | 30'~2° | 15 | 3980×1800×2550 |
| 12×4000 | 12 | 4000 | 8 ~ 20 | 20 ~ 800 | 30'~2° | 15 | 4800×1950×2650 |
| 12×5000 | 12 | 5000 | 8 ~ 20 | 20 ~ 1000 | 30'~2° | 22 | 5800×2150×2700 |
| 12×6000 | 12 | 6000 | 6 ~ 20 | 20 ~ 1000 | 30'~2° | 30 | 6800×2450×2900 |
| 16×2500 | 16 | 2500 | 12 ~ 20 | 20-800 | 30'~1°30° | 22 | 3280×1830×2520 |
| 16×3200 | 16 | 3200 | 12 ~ 20 | 20 ~ 800 | 30'~1°30° | 22 | 3950×1950×2650 |
| 16×4000 | 16 | 4000 | 8 ~ 15 | 20 ~ 800 | 30'~1°30° | 22 | 4800×1970×2700 |
| 16×5000 | 16 | 5000 | 8 ~ 15 | 20 ~ 1000 | 30'~1°30° | 30 | 5800×2250×2870 |
| 16×600 | 16 | 6000 | 6 ~ 15 | 20 ~ 1000 | 30'~1°30° | 37 | 6800×2450×3150 |
| 20×2500 | 20 | 2500 | 10 ~ 20 | 20 ~ 800 | 30'~3° | 30 | 3400×2260×2520 |
| 20×3200 | 20 | 3200 | 10 ~ 20 | 20 ~ 800 | 30'~3° | 30 | 4100×2300×2700 |
| 20×4000 | 20 | 4000 | 8 ~ 15 | 20 ~ 800 | 30'~3° | 30 | 4900×2500×2880 |
| 20×5000 | 20 | 5000 | 8 ~ 15 | 20 ~ 1000 | 30'~3° | 37 | 5900×2750×2980 |
| 20×6000 | 20 | 6000 | 6 ~ 15 | 20 ~ 1000 | 30'~3° | 37 | 6900×2850×3200 |
| 25×2500 | 25 | 2500 | 8 ~ 15 | 20 ~ 800 | 30'~3° | 37 | 3420×2400×2650 |
| 25×3200 | 25 | 3200 | 8 ~ 15 | 20 ~ 800 | 30'~1°30° | 37 | 4150×2500×2750 |
| 25×4000 | 25 | 4000 | 6 ~ 12 | 20 ~ 100 | 30'~1°30° | 37 | 4900×2600×2950 |
| 30×2500 | 30 | 2500 | 8 ~ 12 | 20 ~ 1000 | 30'~1°30° | 55 | 3450×2600×2750 |
| 30×3200 | 30 | 3200 | 8 ~ 12 | 20 ~ 1000 | 30'~4° | 55 | 4150×2700×2850 |
| 30×4000 | 30 | 4000 | 8 ~ 12 | 20 ~ 1000 | 30'~4° | 55 | 4900×2900×3100 |
| 40×2500 | 40 | 2500 | 4 ~ 10 | 20 ~ 1000 | 30'~4° | 55 | 4000×2950×3150 |
| 40×3200 | 40 | 3200 | 4 ~ 10 | 20 ~ 1000 | 30'~4° | 55 | 4900×3050×3680 |
●Tabela działania zaworu elektromagnetycznego i wymagania techniczne

wymagania dotyczące umiejętności
● Maksymalne ciśnienie robocze układu hydraulicznego wynosi 18Pa, a ciśnienie zaworu nadmiarowego (4) jest ustawione na 18MPa.
● Akumulator (17) napełniony jest azotem pod ciśnieniem 3-5 MPa, a zawór kulowy (14, manometr 16) ma ciśnienie oleju 8-14 MPa (ustawione w zależności od stanu powrotu narzędzia).
● Normalny zakres temperatur roboczych oleju w układzie wynosi 10-60 stopni.
● W układzie hydraulicznym stosuje się czynnik roboczy przeciwzużyciowy olej hydrauliczny L-HM46.
● Wymagania dotyczące czystości układu hydraulicznego NAS11
●Model części hydraulicznych

●Układ hydrauliczny nożyc

●Uruchamianie pompy olejowej i napełnianie olejem
Najpierw zamknij zawór cylindra kulowego 11 i poluzuj główny zawór nadmiarowy 4 w lewo, aby uruchomić silnik pompy olejowej, rdzeń zaworu elektromagnetycznego ręcznego YV11, wyreguluj główny zawór nadmiarowy 4 pokrętłem w kierunku zgodnym z ruchem wskazówek zegara i obserwuj główny wartości manometru, ciśnienie zostanie zablokowane po dostosowaniu do ciśnienia zadanego przez system na poziomie 17 MPa. Następnie przekręć przełącznik „napełniony olejem” na panelu operacyjnym do pozycji „włączony”, elektrozawory YV1, YV2, i YV4 są pod napięciem, nożyce napełnia się olejem, uchwyt narzędzia opuszcza się do dolnego punktu końcowego i otwiera się zawór kulowy 14 w celu napełnienia olejem. W trakcie procesu należy obserwować wartość ciśnienia w akumulatorze manometr 16 wzrośnie do 8 do 14 MPa (w zależności od prędkości powrotu uchwytu narzędziowego), zamknij zawór kulowy 14, a następnie ustaw przełącznik „napełniony olejem” w pozycji „wyłączony”. Dolny pedał przełącznika „w górę” górny wspornik jest podniesiony do górne martwe położenie, napełnianie olejem jest zakończone, zawór kulowy 11 cylindra ciśnieniowego zostaje otwarty i maszyna może przejść do normalnej pracy.
●Zatrzymaj
Gdy zawór elektromagnetyczny YV11 nie jest zasilany, olej hydrauliczny pochodzi z pompy olejowej → zawór przelewowy → wraca do zbiornika paliwa. W tym momencie uchwyt narzędziowy nie działa.
Kiedy przełącznik nożny znajduje się w pozycji „w dół”, zawór elektromagnetyczny YV1 jest zasilany, a olej hydrauliczny jest zawracany z powrotem do zbiornika przez zawór elektromagnetyczny; pompa olejowa jest odprowadzana przez zawory 10, 12 do górnej komory cylindra 18, a olej z dolnej komory cylindra 18 dostaje się do cylindra. W górnej komorze 19 dolna komora cylindra 19 wchodzi do akumulatora 17, tworząc szeregowy kanał olejowy; drugi olej dostaje się do cylindra ciśnieniowego 7 poprzez zawór kulowy 11. W tym momencie cylinder dociskowy przesuwa się w dół w celu dociśnięcia przedmiotu obrabianego. Wraz ze wzrostem ciśnienia korpus uchwytu narzędzia pokonuje siłę podporową dolnej komory cylindra 19 i przesuwa się w dół do dolny martwy punkt. Koniec przerwy w dostawie prądu YV1 i YV2. Ciśnienie robocze przewodu olejowego kontrolowane jest za pomocą zaworu bezpieczeństwa 4, a wartość ciśnienia odczytywana jest z manometru 9. Po naciśnięciu przełącznika nożnego „w górę” pompa olejowa wraca do zbiornika oleju przez zawór przelewowy 4, w tym momencie YV3 jest zasilany, uchwyt narzędzia powraca pod działaniem akumulatora, a cylinder ciśnieniowy znajduje się pod działaniem sprężyny, przez którą przepływa olej przez zawór 6. Zawór 10 wraca do zbiornika paliwa, a uchwyt narzędzia podnosi się do górnego martwego punktu, aby zakończyć cały proces cięcia.
Podczas czyszczenia układu hydraulicznego, aby zapobiec wtryskowi oleju! Należy najpierw otworzyć i zwolnić dolny zawór kulowy 14 akumulatora, aby uchwyt narzędzia opadł, a następnie sprawdzić. Po zakończeniu remontu postępuj zgodnie z powyższymi wskazówkami instrukcja „Uruchamianie pompy olejowej i napełnianie olejem”.
● Hałas pompy olejowej
Pompa olejowa ma duży opór absorpcji oleju. Sprawdź króciec ssący, filtr i usuń blokadę.
Poziom oleju jest niski. Napełnij zbiornik linią środkową okna olejowego.
Lepkość oleju jest duża. Wymień płyn hydrauliczny.
Temperatura oleju jest zbyt niska. Uruchom pompę olejową na biegu jałowym na chwilę, aby się rozgrzała lub zainstaluj grzałkę
● Prędkość skrawania jest zbyt mała
Pompa olejowa ma niewystarczającą ilość oleju. Kontrola pompy olejowej
Wyciek w systemie. Sprawdź pompy, zawory, cylindry itp., jedna po drugiej
Regulator ciśnienia nie działa. Zawór serwisowy.
Niewystarczające ciśnienie. Ustawić ciśnienie na 18 MPa.
● Ruch wysuwny cylindra
Wycieczka nie działa prawidłowo. Blok inspekcyjny i wyłącznik jazdy
● Temperatura oleju jest zbyt wysoka
Pompa olejowa za bardzo przecieka. Napraw pompę olejową.
Przewód powrotny pompy jest zablokowany lub nierówny. Napraw przewód powrotny.
Olej jest brudny. Wymienić lub poprawić czystość oleju.
● Niewystarczające cięcie
Pompa olejowa nie może wytworzyć ciśnienia. Naprawić pompę olejową.
Nieszczelność lub awaria układu i zaworu. Napraw zawory i wycieki oleju.
Zaworu elektromagnetycznego YVI nie można wyłączyć. Sprawdź sygnały w obwodzie lub czy szpula nie jest zablokowana.
● Obieg oleju nie może wytworzyć ciśnienia, a górny uchwyt narzędzia nie porusza się.
Słaby styk wtyczki elektrycznej zaworu elektromagnetycznego. Sprawdź wtyczkę.
Suwak zaworu elektromagnetycznego jest zablokowany lub pociągnięty. Usuń szlifowanie rdzenia zaworu.
W uszczelce grzyba zaworu nie ma żadnych zanieczyszczeń. Czyszczenie.
Otwór dławiący w zaworze jest zablokowany. Zdemontuj czyszczenie.
● Powrót uchwytu narzędziowego jest zbyt wolny
Zawór elektromagnetyczny nie przełącza. Naprawić zawór elektromagnetyczny.
Akumulator ma niewystarczające ciśnienie azotu. Ciśnienie azotu wynosi 3 ~ 5 MPa.
Górny uchwyt narzędzia i cylinder dociskowy nie są dopasowane. Sprawdź, czy zawór elektromagnetyczny cylindra prasy działa prawidłowo.
● Uchwyt narzędziowy powoli opada podczas impulsowania
Słabe uszczelnienie grzybka zaworu zmiany kierunku przepływu. Po wymontowaniu zaworu zmiany kierunku wlać z jednej strony naftę w celu sprawdzenia szczelności; jeżeli wycieka, wymienić lub przeszlifować powierzchnię uszczelniającą.
Górna i dolna komora cylindra są naoliwione. Sprawdź, czy uszczelka tłoka jest dobra.
● Obydwa cylindry nie są zsynchronizowane podczas powrotu górnego uchwytu narzędziowego
Wewnętrzne uszczelnienie tłoka cylindra jest słabo połączone z górną i dolną stroną oleju. Wymienić uszczelkę tłoka.
● Pomysły na konserwację układu hydraulicznego
Awaria układu hydraulicznego musi opierać się na zasadzie łatwego i trudnego, po pierwsze i drugiego, wewnętrznego i wewnętrznego sterowania elektrycznego po sterowaniu hydraulicznym.
Przejrzyj schemat hydrauliczny i zrozum logiczny związek działania. Nie zaczynaj na ślepo.
Zależność pomiędzy ciśnieniem i przepływem to ciśnienie generowane przez przepływ w celu analizy przyczyny awarii.
Poproś operatora, aby sprawdził stan sprzętu i anomalie, które wystąpiły w momencie wystąpienia usterki.

 Polski
Polski Pусский
Pусский























