Liczba wyświetleń:24 Autor:Edytuj tę stronę Wysłany: 2019-09-12 Źródło:Ta strona
1. Formularz ruchu maszyny do gięcia.
Forma ruchu maszyna do zwijania można podzielić na dwie formy ruchu głównego i ruchu pomocniczego.Główny ruch odnosi się do ruchu górnych i dolnych rolek giętarki w celu obracania, zginania itp. płyty obróbczej, a główny ruch kończy zadanie przetwarzania giętarki.Ruchem pomocniczym jest ruch maszyny wyciągowej w postaci załadunku, rozładunku, podnoszenia i podnoszenia walca górnego oraz wyłączania odwróconej ramy.
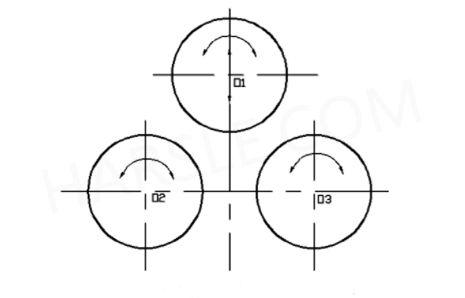
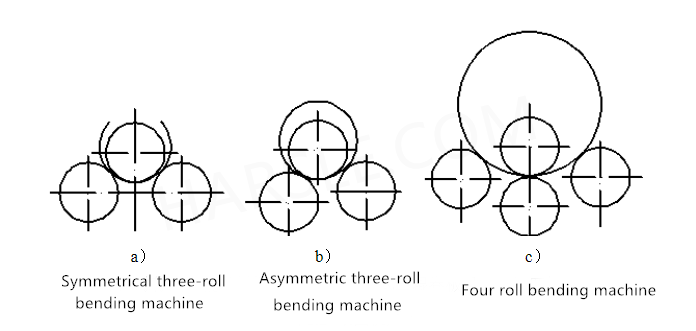
Mechanizm ma postać symetrii trójrolkowej.Górny wałek jest podnoszony pionowo i przesuwany w środkowo-symetrycznym położeniu dwóch dolnych rolek i jest uzyskiwany za pomocą gwintowanego napędu ślimakowego, a dwa dolne walce są obracane, a przekładnia wyjściowa i dolna przekładnia rolkowa reduktora są obracane przeszedł.Zaangażowany, aby zapewnić moment obrotowy zwiniętemu arkuszowi.
2. Metoda formowania zginającego
Obróbka gięcia w produkcji konstrukcji stalowych to głównie metody przetwarzania takie jak zwijanie, gięcie, obszywanie i tłoczenie matrycowe.Proces gięcia odbywa się metodą obróbki na gorąco lub na zimno.
Sferonizacja jest spowodowana siłą zewnętrzną rozciągającą włókna warstwy zewnętrznej blachy stalowej, a włókna warstwy wewnętrznej ulegają skróceniu, powodując odkształcenie zginające.Gdy promień cylindra jest duży, można go zaokrąglić w normalnej temperaturze.Jeśli promień jest mały, a blacha stalowa jest gruba, blachę stalową należy podgrzać i zwinąć.Metoda walcowania okrągłej blachy stalowej w normalnym stanie temperatury obejmuje trzy metody mechanicznej sferonizacji, tłoczenia matrycami opon i ręcznego wytwarzania.Na zwijarce przeprowadzana jest sferonizacja mechaniczna.
Zaginanie blachy na zwijarce odbywa się poprzez nacisk powstający podczas przesuwania górnego walca osiowo w dół.Ich zasadę działania, czyli sferonizację, pokazano na rysunku.
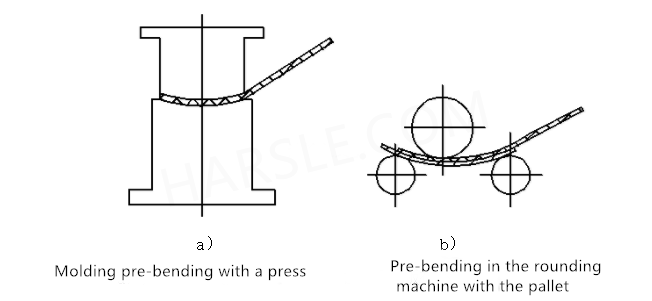
Do wykonania wstępnego gięcia na obu końcach blachy wymagana jest giętarka trójrolkowa (walcowa), której długość wstępnego gięcia wynosi 0,5L+(30~50) mm).Wstępne gięcie można wykonać poprzez prasowanie lub wstępne gięcie na zaokrąglarce z paletą.

 Polski
Polski Pусский
Pусский























